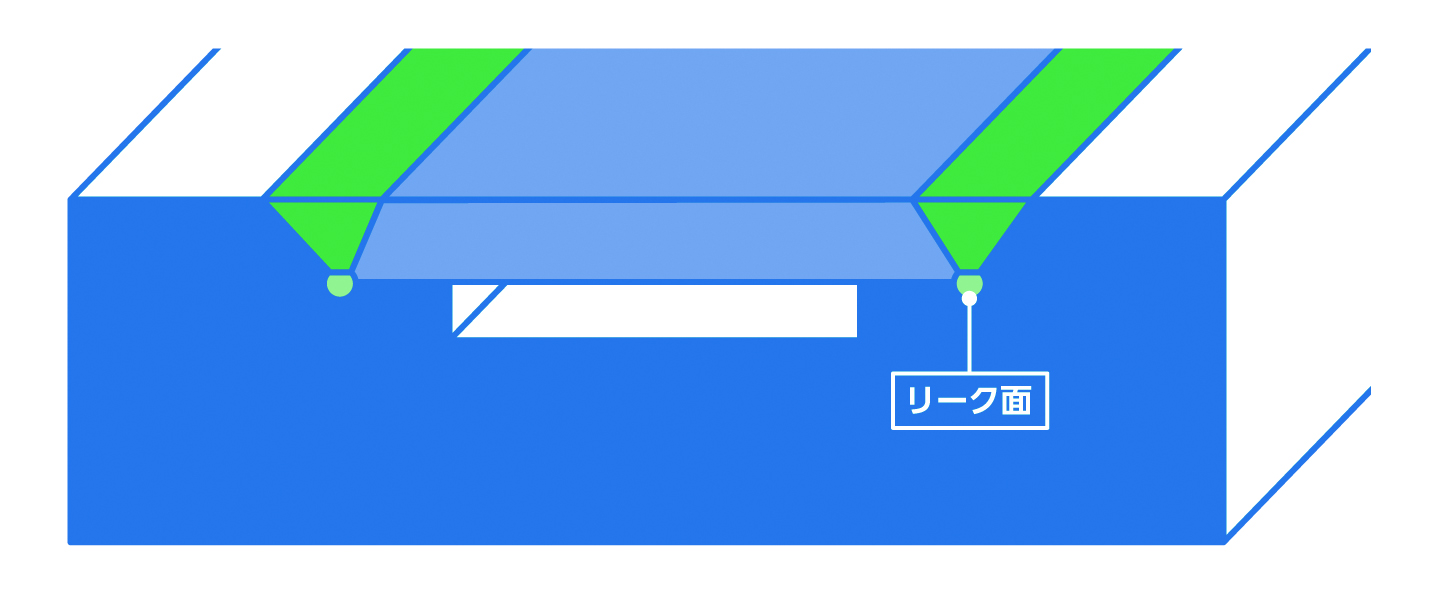
幾何学精度要求の高い製品への気密溶接 ステンレス製水冷ジャケットやチャンバーは、真空度10-5~10-9の雰囲気で使用されるため、Tig溶接(タングステンイナートガス)により、高難易度の気密溶接が要求されます。面の幾何学精度要求が高いことが多いため、溶接後の熱ゆがみ対策が必須になります。 特に、水冷蓋を溶接する水冷ジャケット構造品で、溶接の曲がりや反りなどを修正せずに機械加工などで蓋側の端面を切削した場合は、水冷蓋の厚みやバラツキが生じるため、冷却効率が低下することがあります。溶接部を余分に切削した場合も、リーク(漏れ)が生じる場合があります。 弊社では自社製プレスを使用し、熟練した技術で歪みを矯正し、平面度を出しています。溶接後だけでなく機械加工やFSW後の曲がりなどにも使用しています。 STEP1:マシニング加工 マシニング加工工程において母体、接合体ともに一部直角ではなく角度をつけて接合面に三角の形のブランクができるように加工をしておきます。 STEP2:接合面を洗浄 アルコール系の洗浄液にて、接合面をきれいに洗浄します。 STEP3:リーク面の溶接 最初にリーク面を溶接します。 STEP4:肉盛り本溶接 あらかじめ開けておいたブランクを埋めるように肉盛り溶接を行います。こうすることで、空気等が漏れない気密溶接になります。