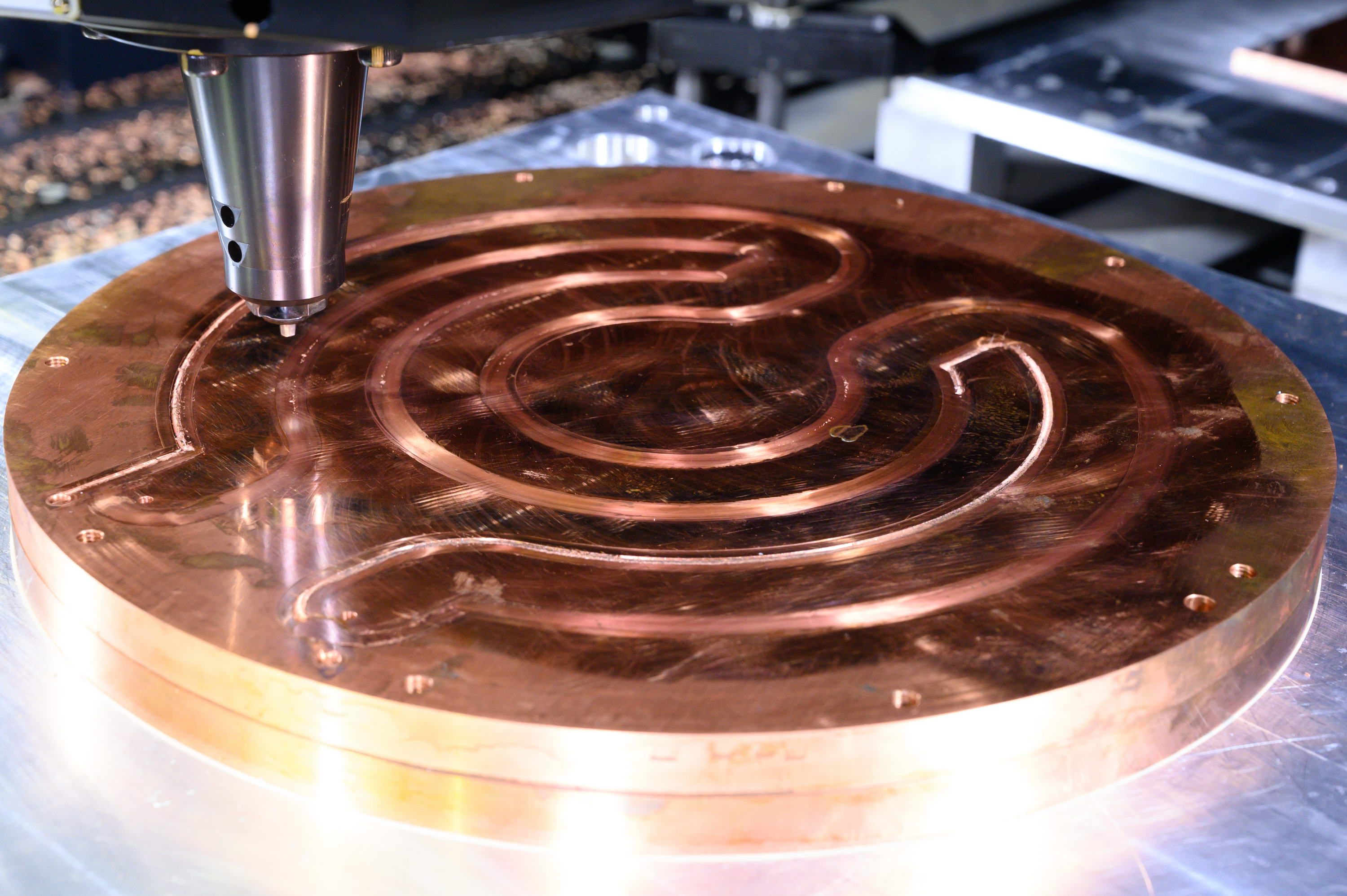

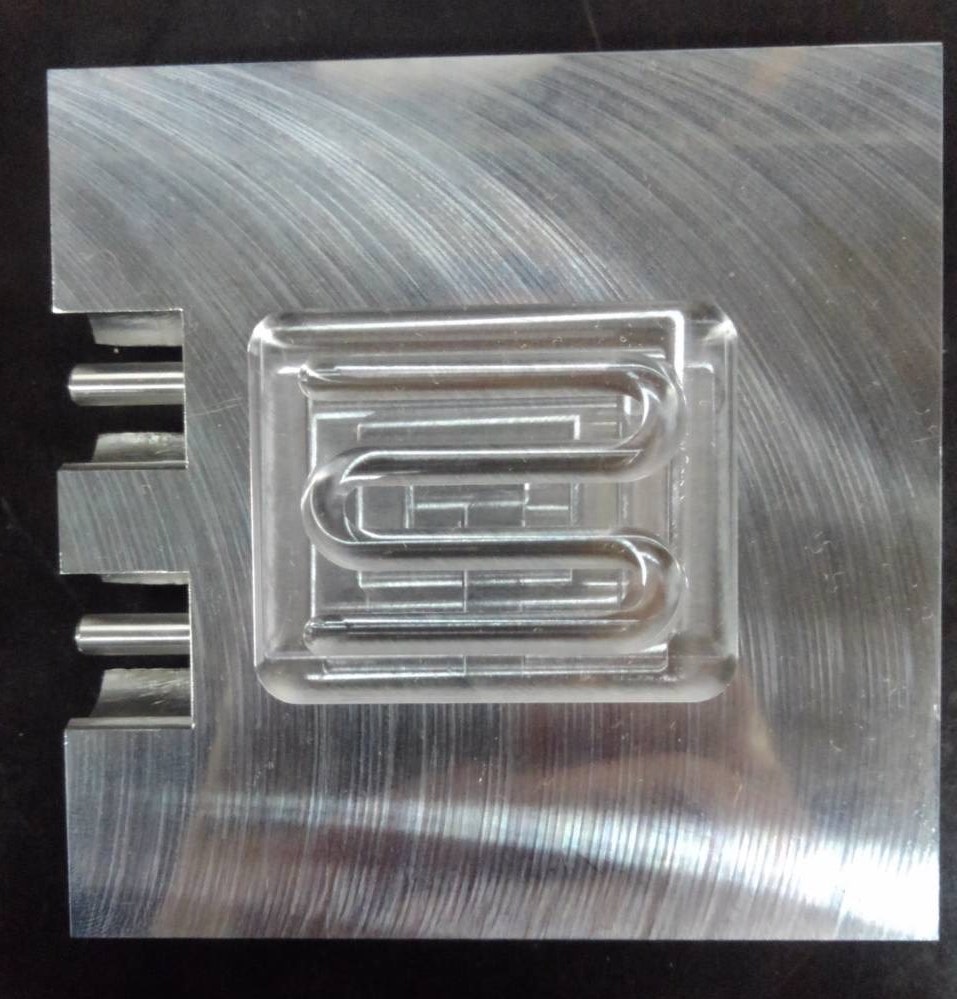
工程❶ FSW接合前
はじめに本体プレートに、冷却水が流れる溝と、蓋の厚みと同じ深さのハメ合い溝を加工します。
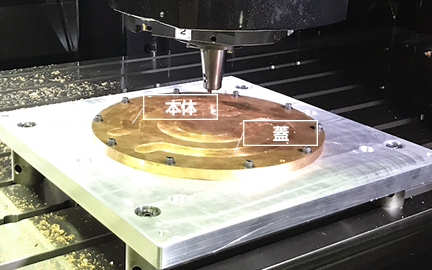
次にハメ合い溝に、蓋を被せます。(接合面に段差が無いように叩き込みます)
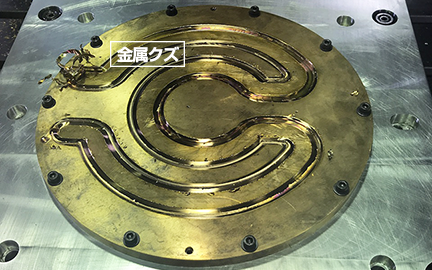
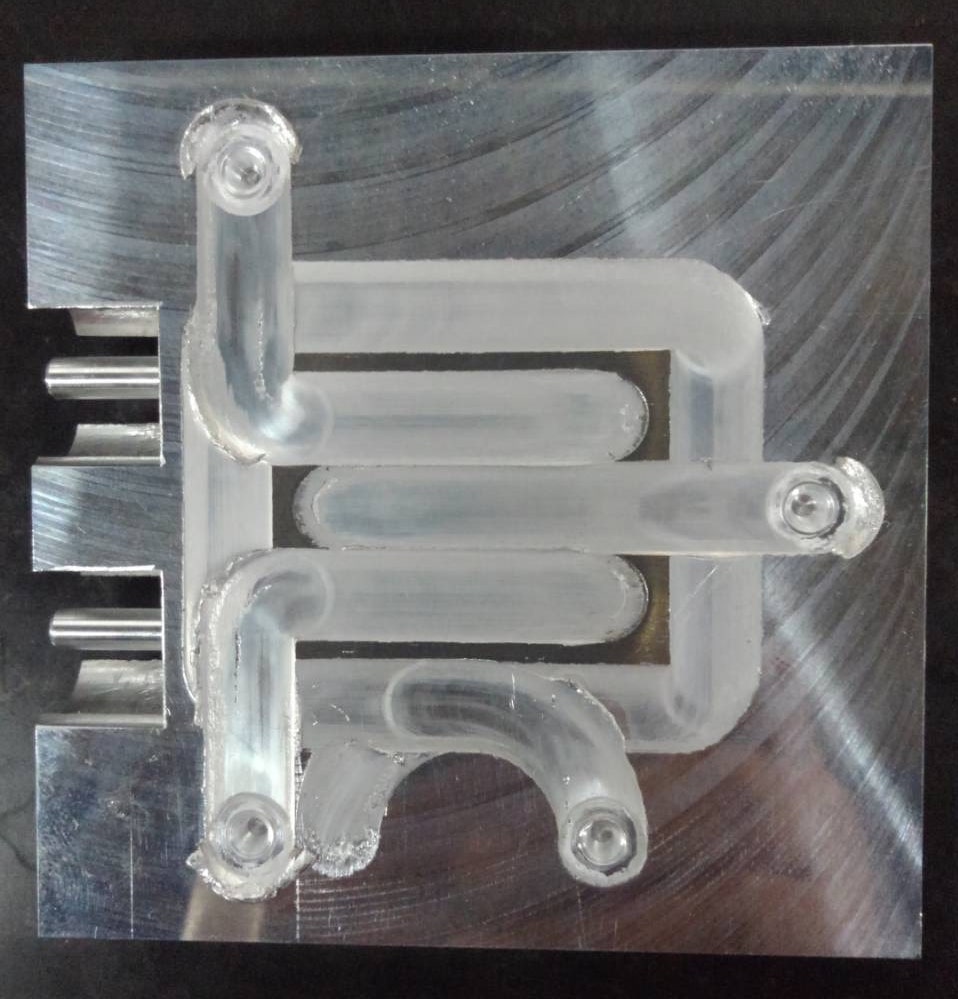
工程❷ FSW接合後
接合時、ツールの上から押し付ける力(1.2t)と横に移動する力により、接合部周辺に金属クズが排出されます。
接合後の接合面には下画像の通り、ツールによる接合跡が残ります。(摩擦熱により若干変色しています)
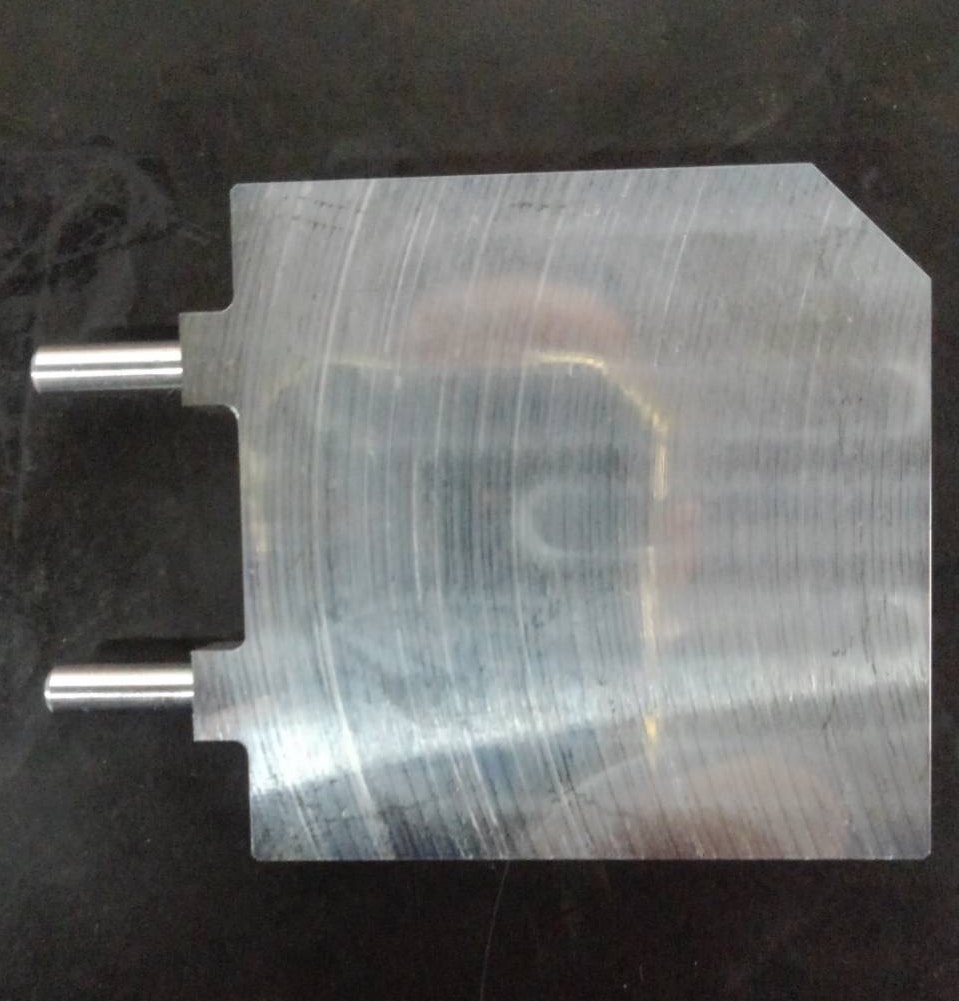
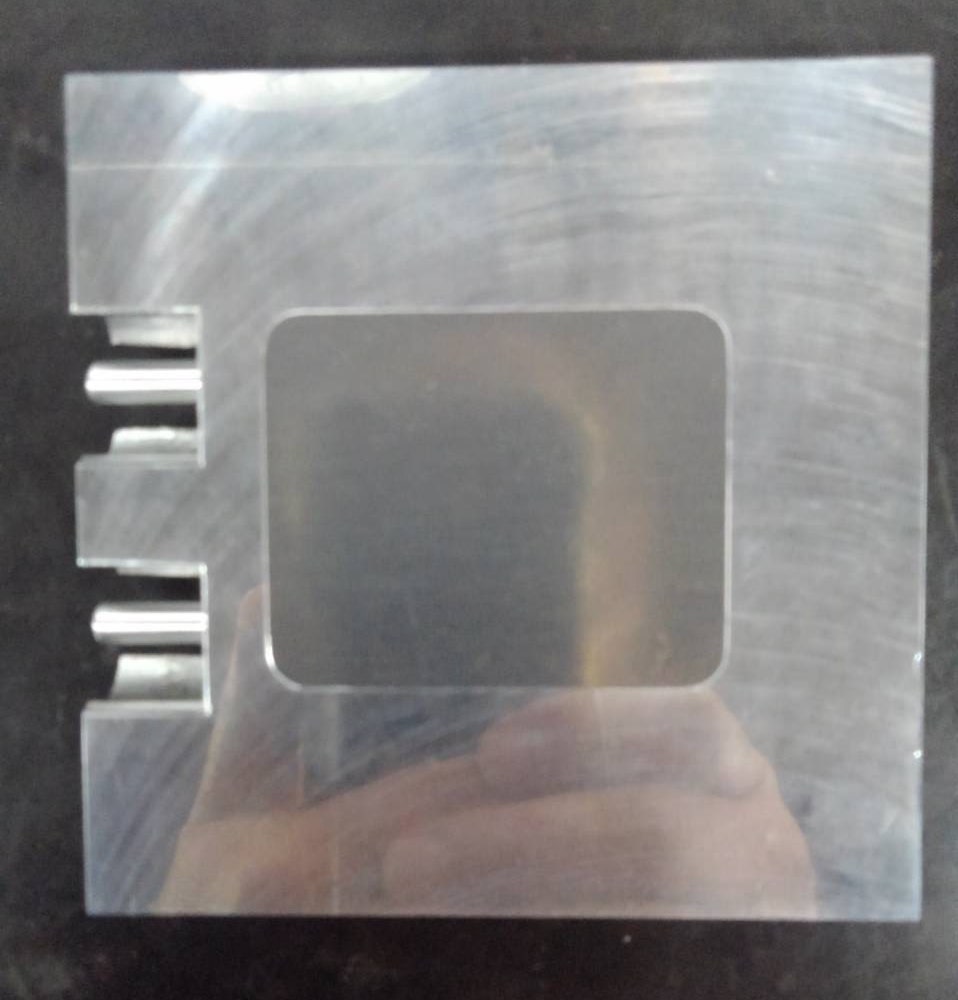
工程❸ 仕上切削後
最後に接合面を仕上げるため、FSW接合をした端面より1mm切削します。
最終的には、接合部の境界は判別できないほど、本体と蓋が一体化します。
工程❶ 水冷溝および蓋のハメ合い段加工
マシニングセンターを使用し、本体プレートに水冷溝加工(冷却水が流れる溝)を行います。
その後、および蓋のハメ合い段加工(蓋をはめ込むためのハメ合い用の段を加工)を行います。
工程❷ 蓋のたたき込み
加工したハメ合い段に、蓋を叩き込みます。
工程❸ FSW接合
蓋の外周、および水冷溝の間をFSW接合します。
FSW接合を行うことで、蓋と段加工した面との密着性が向上します。
工程❹ 仕上げ切削
マシニングセンターにて、外周及びFSW接合面を切削します。
この作業により、接合面の平面精度を確保します。