製作実績

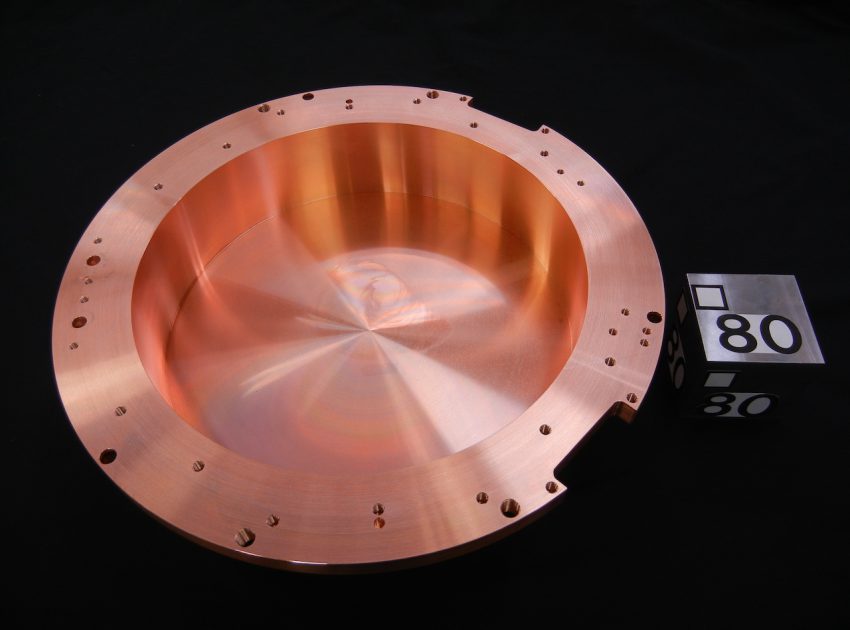
純銅製バッキングプレート(円形)
本事例はホームページを通して、依頼された案件です。 ターゲットのボンディング⾯は、平⾯度0.05です。 材質 純銅(C1020) サイズ 厚み15mm、外径φ370mm 業界 半導体関連 加工内容 マ…
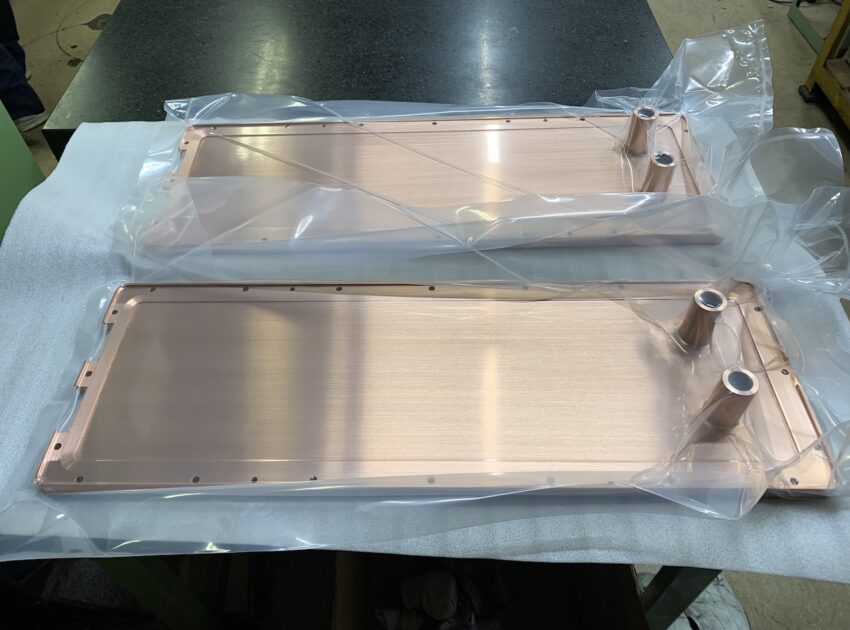
純銅製バッキングプレート(ディスプレイ用途)
本事例はホームページを通して、海外のディスプレイメーカーより 依頼のあった製品です。 製品名 バッキングプレート 材質 純銅(C1020) サイズ 幅241、⻑さ691、厚み17 業界、分野 ディスプ…
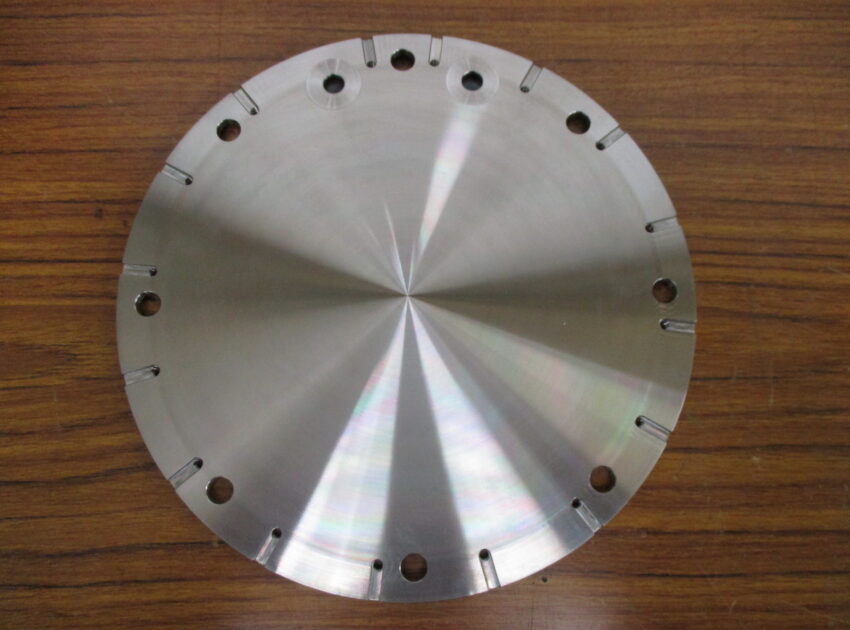
ステンレス製バッキングプレート(円形)
本事例はホームページを通して、依頼のあった製品です。 材質 ステンレス(SUS304) サイズ 外径:220 mm 、厚み:8 mm 業界 半導体、ディスプレイ 加工内容 マシニングセンター、NC旋盤…
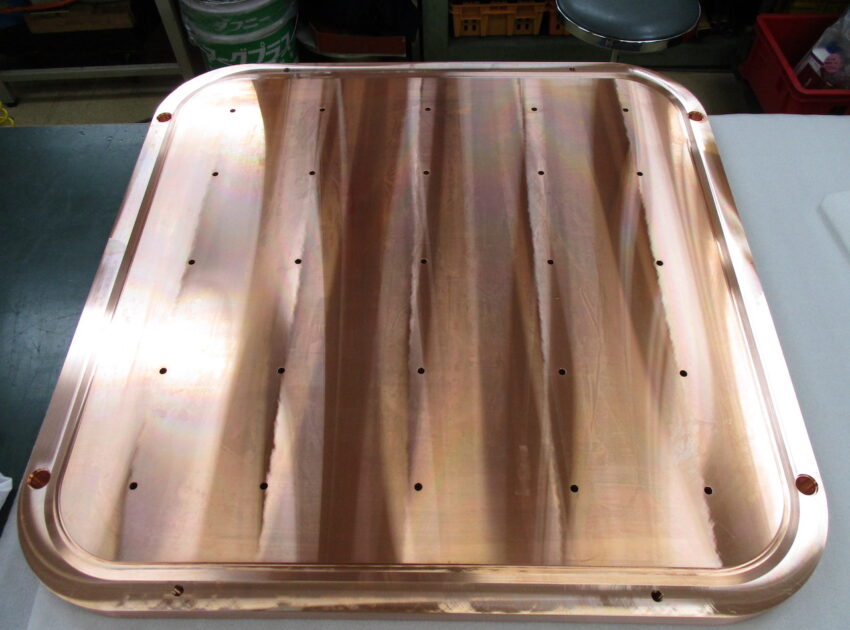
純銅製バッキングプレート(正方形型)
本事例はホームページを通して、依頼のあった製品です。 材質 純銅 C1020 サイズ 幅:732 mm、長さ:732 mm、厚み:30 mm 業界 半導体、ディスプレイ 加工内容 マシニングセンター、…
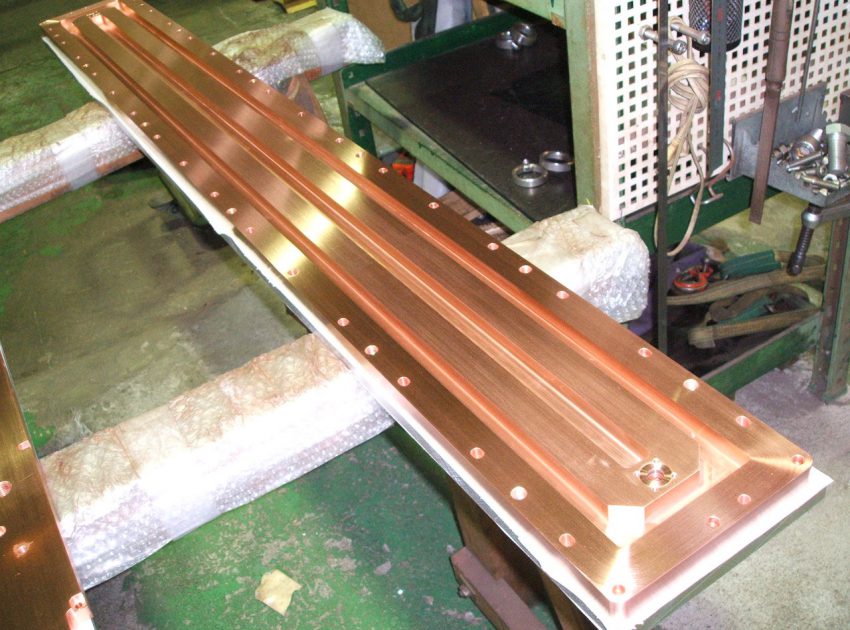
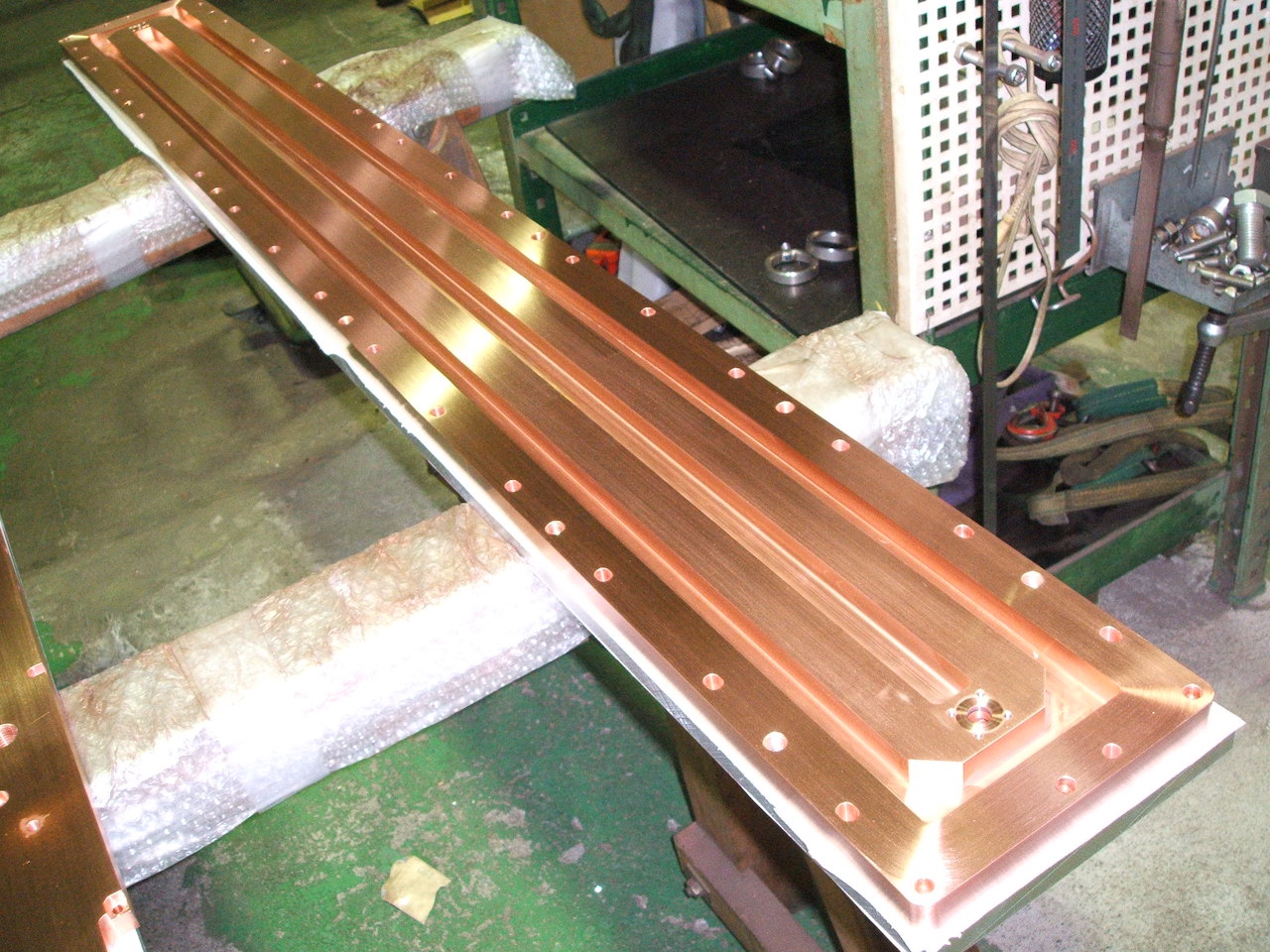
純銅製バッキングプレート(長方形型)
純銅は難削材で、切削や接合後に反りが発生します。 水冷蓋の厚みを確保するために、その都度、歪み矯正が必要となります。また傷付き易いので、細心の注意が必要です。 材質 純銅 C1020 サイズ 幅150…
純銅製バッキングプレート(円形)
純銅は難削材で、切削や接合後に反りが発生します。 水冷蓋の厚みを確保するために、その都度、歪み矯正が必要となります。また傷付き易いので、細心の注意が必要です。 材質 純銅 C1020 サイズ 直径50…